






材料的切割速度与激光功率密度成正比,即增加功率密度可提高切割速度。切割速度与被切割材料的密度(比重)和厚度成反比。当其他参数保持不变,提高切割速度的因素是:提高功率(在一定范围内,如500~2 000W);改善光束模式(如从高阶模到低阶模直至TEM00);减小聚焦光斑尺寸(如采用短焦距透镜聚焦);切割低起始蒸发能的材料(如塑料、有机玻璃等);切割低密度材料(如白松木等);切割薄型材料。






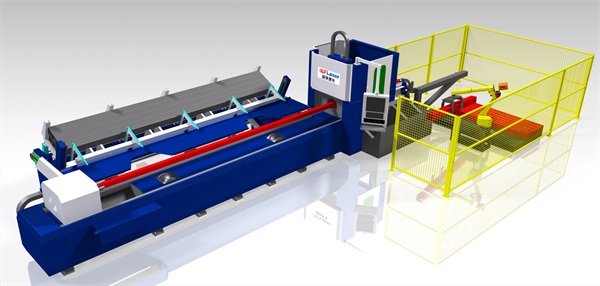
光纤激光切割机有两种,一种是单工作台激光切割机,一种是交换工作台激光切割机,这样两种是有什么的区别,简单来区分的话就是单台面只有一个工作台,交换台有两个工作台面。首先我们现在了解一下光纤激光切割机优势:超底成本,超底耗电成本,可吹空气切割各种金属薄板。切割速度快、互换式工作台上下料且节省人工。光斑质量好、变形小、外观平整、美观。采用进口伺服电机和导向传动机构,切割精度高。采用软件可随意设计各种圆形或文字即时加工,加工灵活,操作简单、方便。

激光功率的大小对切割速度、切缝宽度、切割厚度和切割质量都有相当大的影响。所需功率的大小是根据材料的特性和切割的机理而定。比如导热性能好和熔点高以及切割表面反射率高的材料需要较大的激光功率。一般在其它条件一定的情况下,激光切割加工中有一个获得切割质量的激光功率,进一步降低或提高功率就会产生挂渣或过烧现象而导致加工质量下降。
此外,随着放电电压的增加,激光的强度会因为输入峰值功率的升高而提高,从而光斑的直径增大,切缝的宽度相应增大;随着脉冲宽度的增加,激光的平均功率会提高,激光切缝的宽度加大;通常下,随着脉冲频率的增大,切缝也会变宽,当频率超过一定值后,切缝宽度会出现减小的趋势。
您好,欢迎莅临超快激光,欢迎咨询...
|
单先生:
|
 触屏版二维码 |




