






激光切割技术有两种:一种是脉冲激光适用于金属材料。第二种是连续激光适用于非金属材料,后者是激光切割技术的重要应用领域。
激光切割机的几项关键技术是光、机、电一体化的综合技术。在激光切割机中激光束的参数、机器与数控系统的性能和精度都直接影响激光切割的效率和质量。
激光切割的优点之一是光束的能量密度高,一般10W/cm2。由于能量密度与面积成反比,所以焦点光斑直径尽可能的小,以便产生一窄的切缝;同时焦点光斑直径还和透镜的焦深成正比。






激光切割机在激光切割过程中,辅助气体的气压对切割的结果有很大的影响。辅助气体必须要有足够的压力以便能够清出切割产生的废渣,一般在切割厚一点的工件时气压要减小一点,粘到工件上的残渣将会破坏切割边缘。
增加气体压力可以提前切割速度,但到达一个值后,继续增加气体压力反而会引起切割速度的下降。在高的辅助气体压力下,激光切割机切割速度降低的原因除可归结为高的气流速度对及挂个作用区冷却效应的增强外,还可能是气流中存在的间歇冲击波对激光作用区冷却的干扰。气流中存在不均匀的压力和温度,会引起气流场密度的变化。这样的密度梯度导致场内折射率改变,从而干拢光束能量的聚焦,造成再聚焦或光束发散。这种干扰会影响熔化效率,有时可能改变模式结构,导致切割质量下降,如果光束发散太甚。使光斑过大,甚至会造成不能有效地进行切割的严重后果。

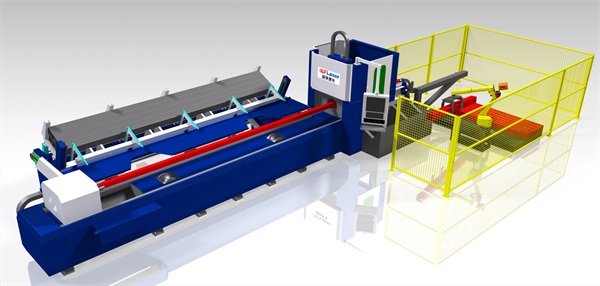
光纤激光切割机也叫金属式切割机,是目前的一款金属加工设备,它不仅操作简单、切割速度快、切割精度高,而且环保无污染。
光纤激光切割机不是所有的材料都能切割,它目前只能加工一些常规的金属薄板,例如不锈钢、碳钢、合金钢、铁板、铜、铝、钛合金等。
光纤激光切割机尤其对于16mm以下的金属薄板有着明显的优势,我们以500w光纤激光切割机为例,切割3mm不锈钢时速度可以达到每分钟10米左右,切割出来的产品表面光滑平整无需二次抛光打磨处理。
您好,欢迎莅临超快激光,欢迎咨询...
|
单先生:
|
 触屏版二维码 |




